



こんにちは!今回の【チュートリアル】は、3Dプリンターの印刷準備についての記事になります。
始めて3Dプリンターを使う方は、なかなか聞きなれない言葉が多く、挫折してしまいそうになると思います。しかし、原理原則さえつかんでしまえば、そこまで難しいものではありません。
画像を交えながら、実際に動かすにはどんなことに気を付けていけば良いかを紹介していきたいと思います。
3Dプリンターの印刷準備
①:モデルの作成
②:STLの書き出し
③:出力設定
3Dプリンターでモデルを印刷するには、大きく分けて上の3つのステップを経る必要があります。どの3Dプリンターを使用する場合にもこのステップは欠かせないものになります。
今回は例として、Flashforgeのスライサーソフト、FlashPaintとFusion360を使用します。また、モデルの作成については、CAD/CAMの話になりますので、今回は②、③の内容について解説していきたいと思います。
SLTの書き出し
STLは、Standard Triangulated Languageの略称で、三次元CADソフト用のファイル形式になります。三次元立体を3Dプリンターで印刷するためには必ず必要で、出力後にスライサーソフトで印刷設定をおこないます。
Fusion360の場合、
ファイル → エクスポート → STLファイルを選択
から出力することができます。
出力設定
向きの調整
初めに、印刷する造形物の向きを調節します。この向き次第で、印刷時間を短くすることができたり、綺麗に造形できる場合があります。造形物それぞれに適した向き、角度を考慮して設定してください。
造形物が宙に浮いていると、適切に印刷できない可能性があるので、なるべくプレートに接地するようにしましょう。
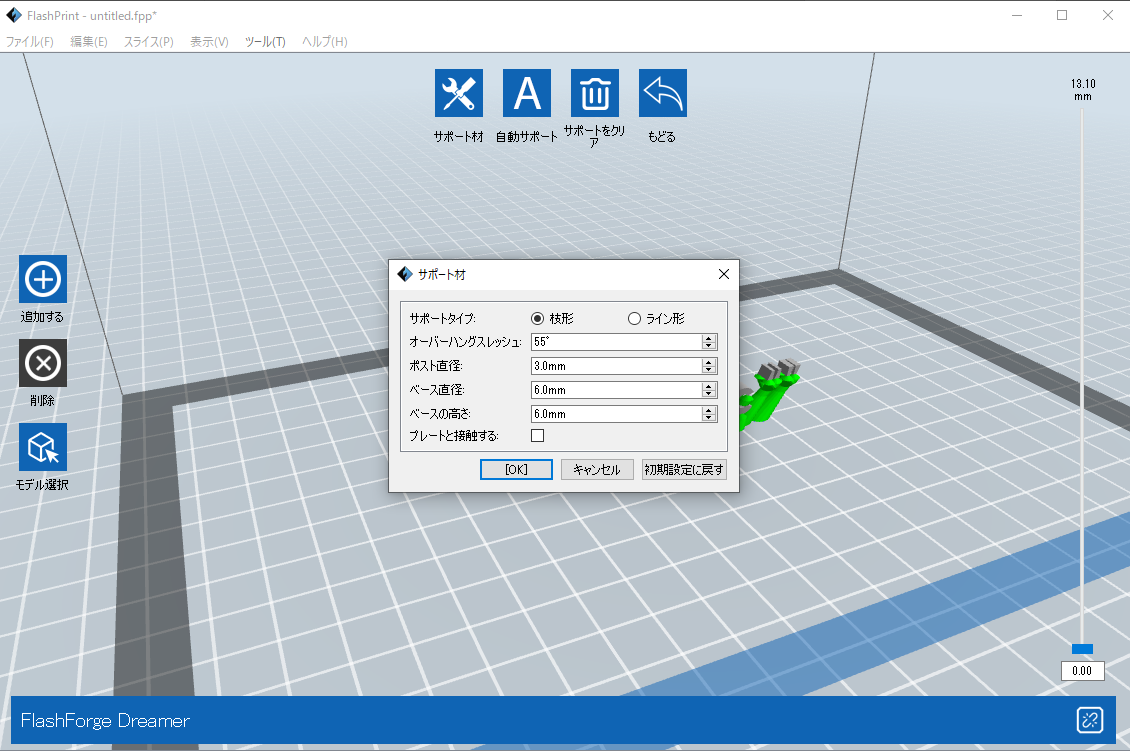
サポート材
次に、サポート材を追加します。サポート材とは、造形物を印刷中に壊れないようにする、造形物を支える部材です。ソフトウェアによっては自動で追加してくれるものもあります。基本的に自動設定で問題ないですが、中が空洞になっている造形物などの場合、サポート材を外しやすくなるよう設定するといいかもしれません。
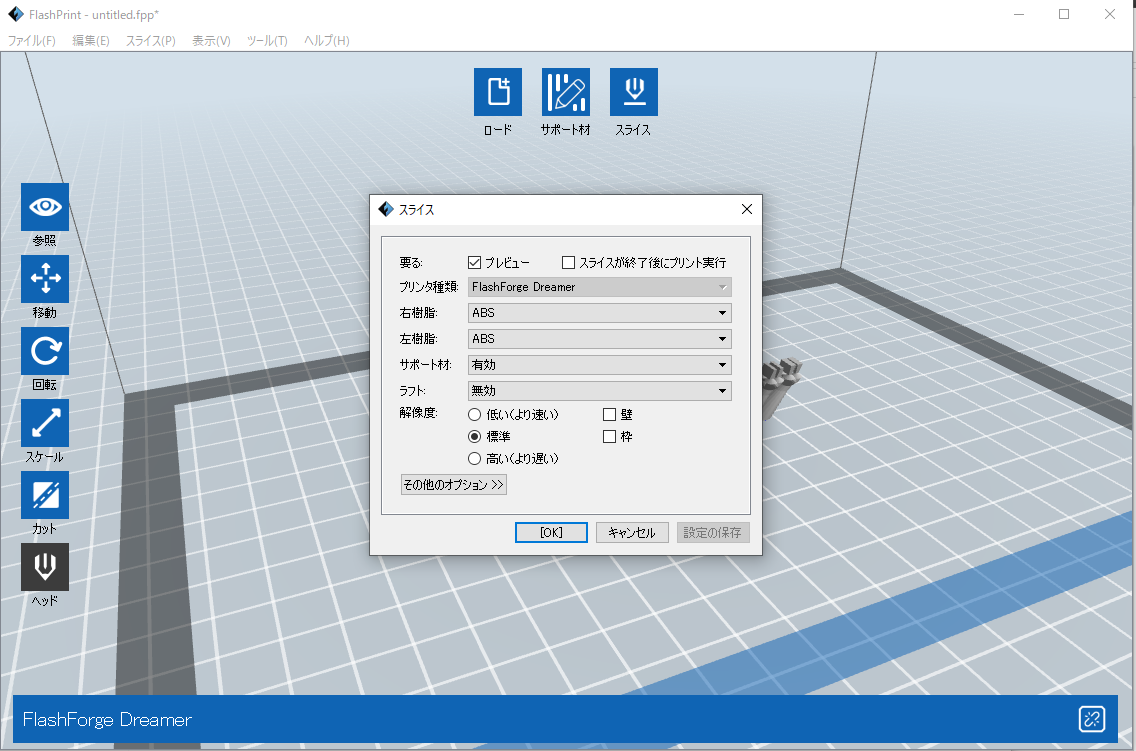
樹脂/Filament
ここからは、3Dプリンターの印刷時のノズルの設定を行います。パラメーターはたくさんありますが、ここでは必要最低限の部分について解説します。
初めに、材料を確認します。3Dプリンターにセットされている材料がスライサーソフトで設定しているものと一致しているかを確認してください。違う材料を選択していると、出力設定の違いにより、ノズルが故障してしまう場合がありますので、気を付けていきましょう。
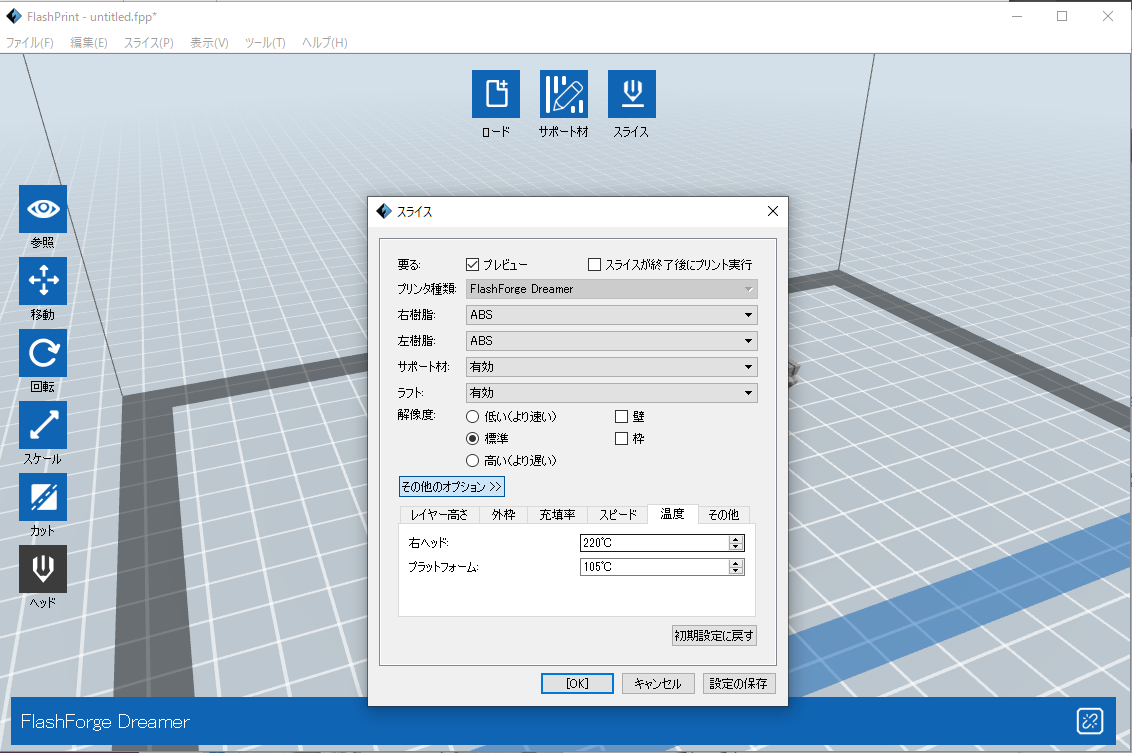
ラフト/Layer height
ラフトは、印刷中に造形物がプレートから剥がれてしまうことを防止するものです。造形物を綺麗に印刷したい場合は、基本的に追加したほうが良いもので、造形物の反り防止にもつながります。
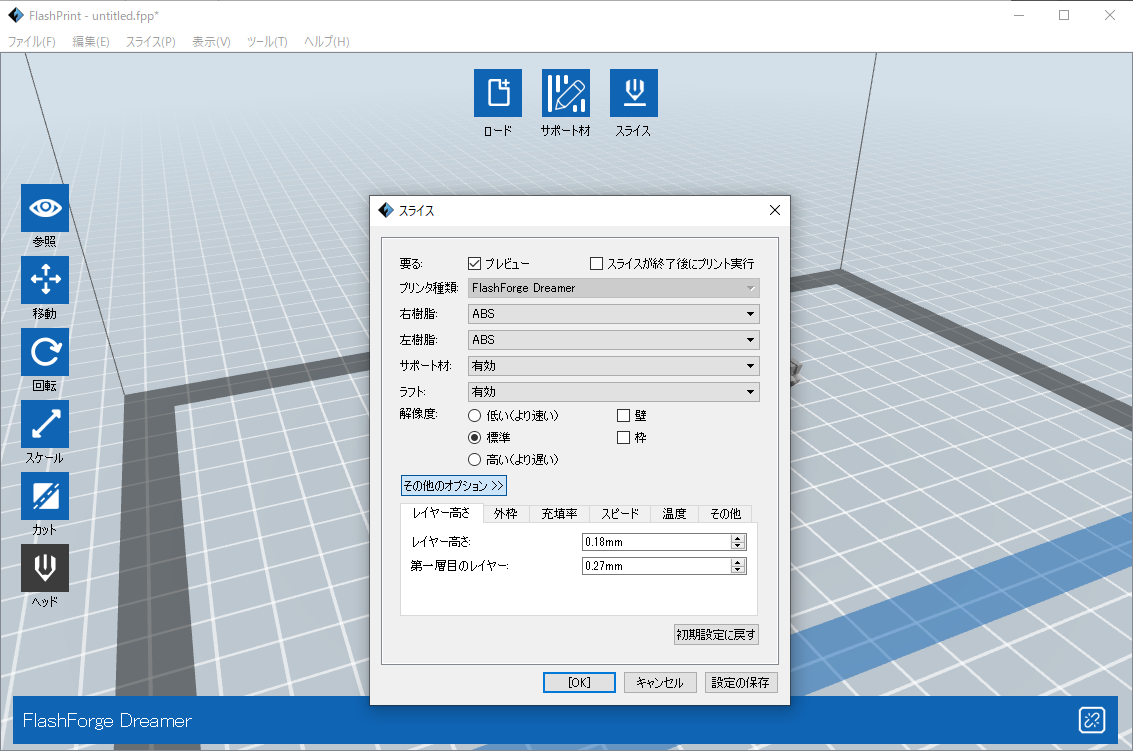
積層ピッチ/Layer height
積層ピッチとはプリンターのノズルがフィラメントを積み重ねていくときのフィラメントの厚さ/太さのことです。直訳されているソフトウェアなどにより、名前が若干異なる場合があります。Layer heightとして覚えてもらえれば問題ありません。
積層ピッチが小さくなればなるほど、綺麗な表面で印刷することができますが、印刷にかなり時間がかかります。積層ピッチを大きくすれば、その逆で、表面に凸凹が生じる分、早く印刷することができます。用途や出力時間を見ながら、適切な積層ピッチにしてください。
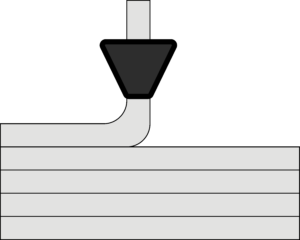
また、プレートに接着する一層目の積層ピッチは他の積層ピッチより少し大きくしてください。これは、造形物をプレートに接着させるためのもので、一般に0.3mm程度は必要といわれています。
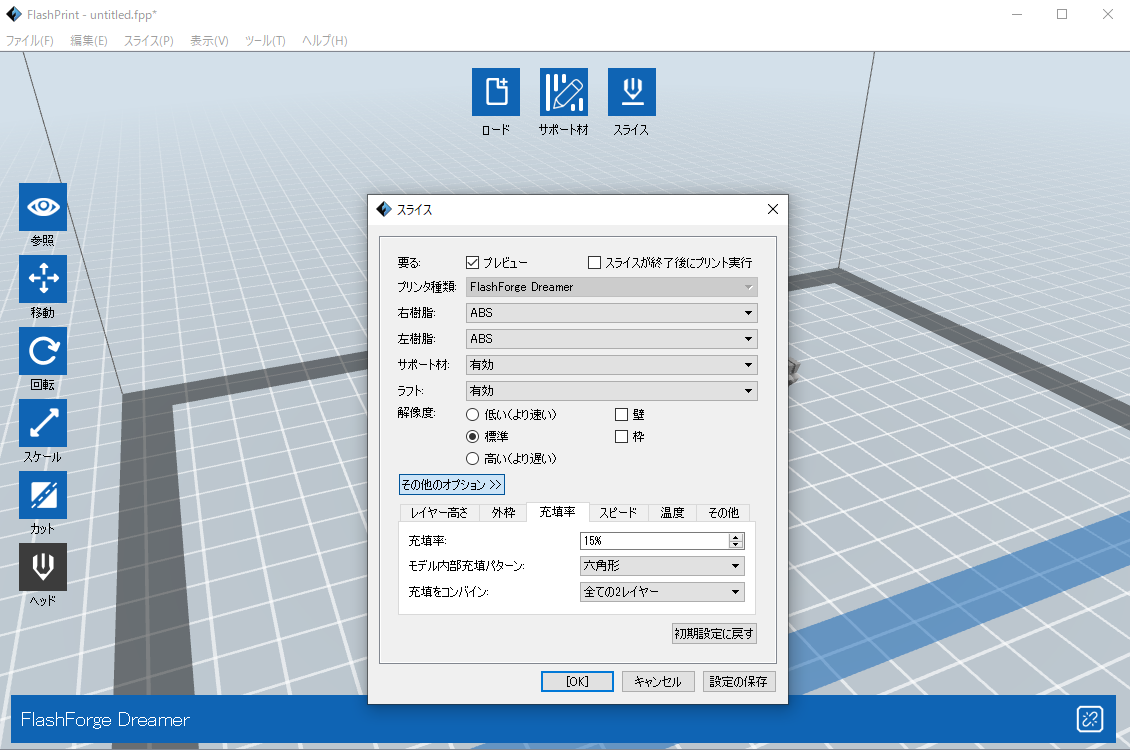
充填率/Infill
充填率/Infillは、造形物の中にどれだけ空間を作るかを調節します。低ければ低いほど、内部の空洞が大きくなり、少ない量のフィラメントかつ、短い時間で印刷することができます。
一般に、20%~30%が適切といわれていますが、強度が必要な場合は、より高い充填率にするなど、場合により調節が必要です。内部の構造については、格子や六角形を選ぶことができます。
そこまで強度を必要としない細かい部品であれば5%~10%でも十分ですが、実際に試してみることが一番の近道だと思います。
まとめ
いかがでしたでしょうか?
3Dプリンターで印刷するのに必須の項目をいくつか紹介しました。初めて使う方でも、この項目さえ理解していれば、3Dプリンターを十分扱うことができると思います。
今後も3Dプリンターの情報だけでなく、CAD/CAMの使い方について解説していきますので、ぜひご覧ください!!





")



")


